


مواد
| بدن | آلومینیوم (5052) | فولاد | فولاد ضد زنگ ● | |
| پایان | جلا داده شده | روکش روی | جلا داده شده | |
| سنبه | فولاد | فولاد ضد زنگ | فولاد | فولاد ضد زنگ ● |
| پایان | روکش روی | جلا داده شده | روکش روی | جلا داده شده |
| نوع سر | گنبد، CSK، فلنج بزرگ | |||
مشخصات
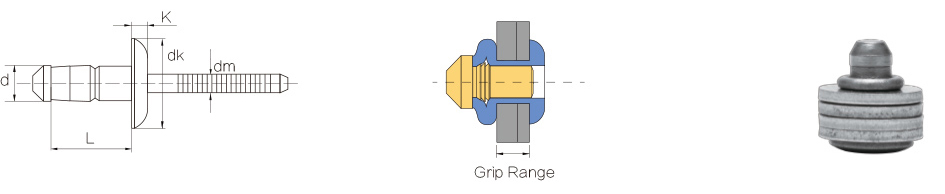
| اندازه | مته | قسمت شماره | M | محدوده گرفتن | B | K | E | برش | کششی |
| حداکثر | حداکثر | حداکثر | حداکثر | KN | KN | ||||
| 3.2 (1/8 اینچ) |  | BBP61-0408 | 8.9 | 1.0-3.0 | 6.6 | 1.1 | 2.1 | 1.6 | 2.0 |
| BBP61-0411 | 11.4 | 3.0-5.0 | 6.6 | 1.1 | 2.1 | 1.7 | 2.0 | ||
| BBP61-0414 | 13.6 | 5.0-7.0 | 6.6 | 1.1 | 2.1 | 3.2 | 2.0 | ||
| 4.0 (5/32 اینچ) |  | BBP61-0509 | 10.1 | 1.0-3.0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 |
| SSP01-0512 | 12.5 | 3.0-5.0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 | ||
| BBP61-0516 | 15.1 | 5.0-7.0 | 8.0 | 1.5 | 2.6 | 5.2 | |||
| 4.8 (3/16") |  | BBP61-0611 | 12.9 | 1.5-3.5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
| BBP61-0614 | 15.5 | 3.5-6.0 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 | ||
| BBP61-0618 | 18.5 | 6.0-8.5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
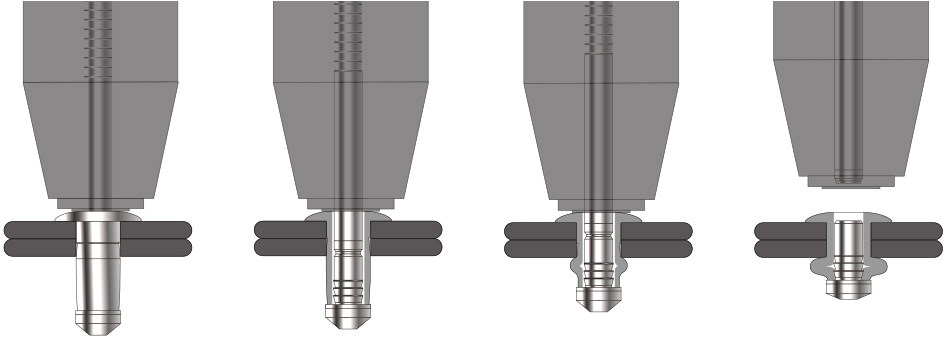
کاربرد
پرچ های کور از نوع Uni-Grip از نوع ساختاری پرچ های کور هستند.پرچ های کور نوع دستگیره تک، هنگام پرچ کردن پرچ ها، تفنگ های پرچ را به انواع تک درام می کشند، دو قسمت ساختاری را که قرار است پرچ می شود، محکم می کنند و فشار روی سطح قسمت ساختاری را کاهش می دهند.برای پرچکاری با شدت بالا مناسب است.قطعات ساختار نازک.برای جلوگیری از تغییر شکل سوراخ های پرچ و از بین بردن قطعات پرچ، اثر محافظتی خاصی بر روی قطعات پرچ دارد.
هدف اصلی پرچ های کور یونی گریپ عمومی برای وسایل نقلیه، کشتی ها، ساختمان ها، ماشین آلات، برق، هواپیما، کانتینر، آسانسور و سایر صنایع می باشد.
راه های جلوگیری از زنگ زدگی پرچ های کور چیست؟
1. آبکاری
آبکاری پرچ کور، این روش به این صورت است که پرچ را داخل محلول فلزی قرار داده و سپس با استفاده از جریان، لایه ای از فلز را بر روی سطح اعمال می کنیم که تاثیرات زیادی روی این لایه فلزی دارد.
2. پوشش مکانیکی
آبکاری مکانیکی پرچ کور به این صورت است که به ذرات فلز اجازه می دهد تا پرچ های کور را به صورت سرد جوش داده تا اطمینان حاصل شود که سطح پرچ کور دارای اثراتی است.پوشش مکانیکی و آبکاری الکتریکی اساسا یکسان هستند، اما روش ها متفاوت است.می توان گفت نتایج یکسان است.
3. درمان گرم
برای عملیات حرارتی سطوح پرچ کور، برخی از سطوح پرچ پاپ نسبتاً سخت هستند، بنابراین می توانید پرچ های پاپ را گرم کنید تا مطمئن شوید که پرچ پاپ از سختی کافی برخوردار است.به همین دلیل عملیات حرارتی انجام می شود.
4. غیرفعال سازی سطحی
عبور از سطح پرچ کور دو وظیفه اصلی دارد.یکی افزایش سختی پرچ ها و دیگری کاهش بسیار زیاد سطح اکسیداسیون پرچ های کور است.









